GLOBAL STEEL COMPANY | 24/7 AFTER SALES SUPPORT

Special Steel Includes Cold Work Steel, Hot Work Steel, Plastic Mould Steel, High Speed Steel, High Strength Steel, Abrasion Resistant Steel. These tool materials adhere to great quality demands of steel like temper, strength, toughness, resistance to tempering, hardening capacity, dimensional stability etc. The range of Tool Steel in our store includes products from renowned manufacturers.
STEELW.NR. 1.3343
For all metal-cutting tools for roughing or finishing such as twist drills, diverse milling cutters, thread dies, broaches, reamers, countersinks, thread chasers, circular saw segments, shaping tools and woodworking tools. Also highly suitable for cold-forming tools such as cold extrusion rams and dies, as well as cutting and precision cutting tools, plastic moulds with elevated wear resistance and screws.
Comparable standards
| DIN | W.Nr | AFNOR | AISI/ASIM | JIS |
|---|---|---|---|---|
| S 6-5-2 | 1.3343 | Z85WDCV06-05-04-02 | M-2 | SKH51 |
Chemical composition (typical; in weight %)
| C | Si (max) | Mn (max) | P (max) | S (max) | Co | Cr | Mo | V | W |
|---|---|---|---|---|---|---|---|---|---|
| 0.86-0.94 | <0.45 | <0.40 | 0.03 | 0.03 | - | 3.80-4.50 | 4.70-5.20 | 1.70-2.00 | 5.90-6.70 |
Physical properties (reference values)
| 20°C | 350°C | 700°C | |
|---|---|---|---|
| Thermal conductivity at °C (W/mk) | 32.8 | 23.5 | 25.5 |
Steel properties
Standard high-speed steel grade. Its well-balanced alloy composition forms the basis of its high toughness and good cutting edge retention, rendering it suitable for a large variety of applications.
Heat treatment
| TREATMENT | TEMPERATURE | COOLING | HARDNESS | |||
|---|---|---|---|---|---|---|
| Annealing | Heat to 770 – 860 °C | Furnace | max. 269 | |||
| Stress-relief annealing °C | Heat to 630 – 650 °C | Furnace | - | |||
| 1st pre-heating °C | 2nd and 3rd pre-heating °C | Hardening1 °C | Quenching | Tempering °C | Quenching | |
| up to approx. 400 in an air-circulating furnace | a) 850 | 1190 – 1230 | a) Saltbath, 550 °C | at least twice 530 – 560 | 64 – 66 | |
| - | b) 850 and 1050 | - | b) Oil | - | - | |
| - | - | - | c) Air | - | - | |
For cold-forming tools with a complex geometry, a hardening temperature at the lower end of the quoted range is recommended. The stated hardening temperatures apply to saltbath hardening only. For vacuum hardening, we suggest a reduction of 10 °C to 30 °C.
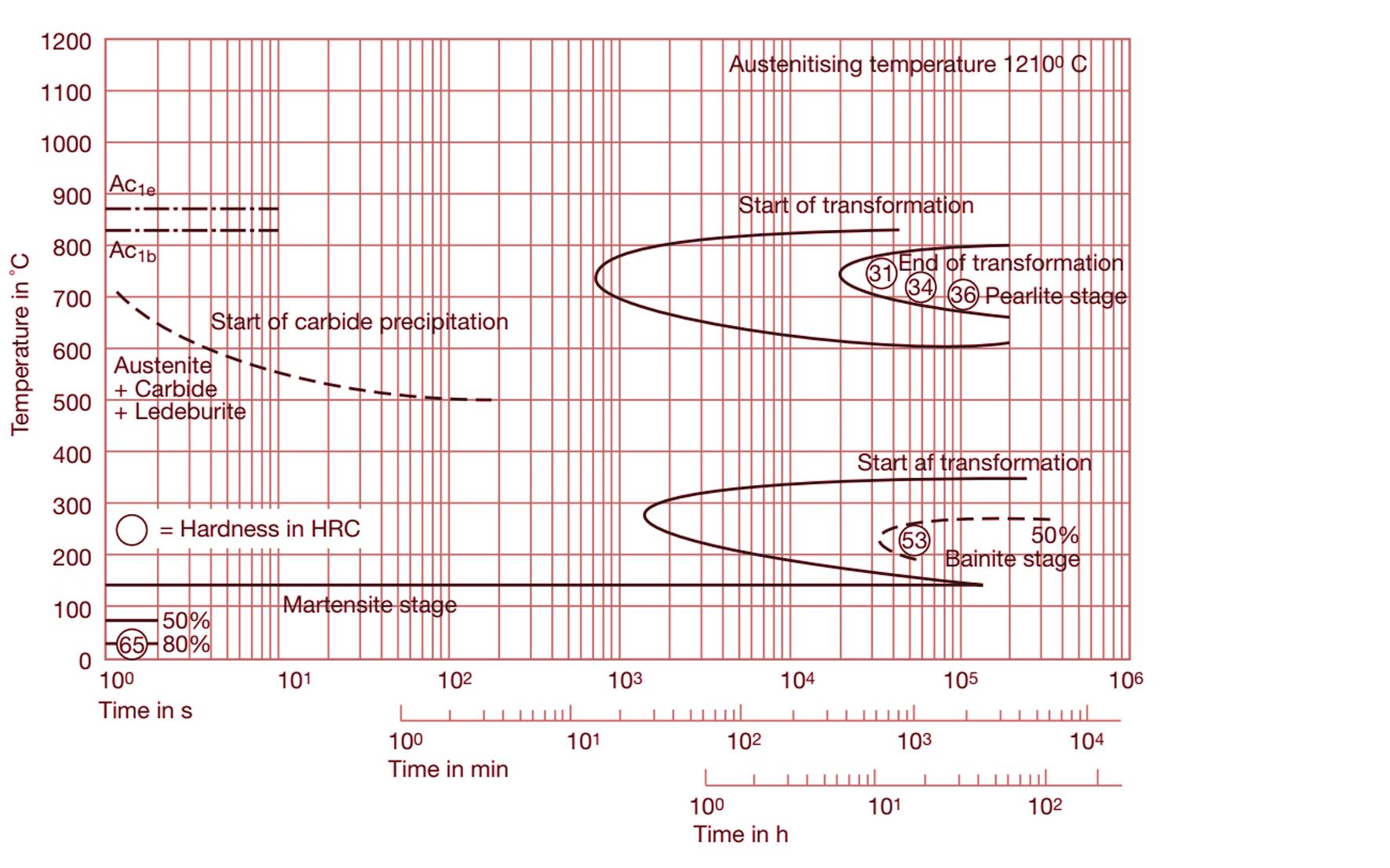
Isothermal time temperature transformation diagram
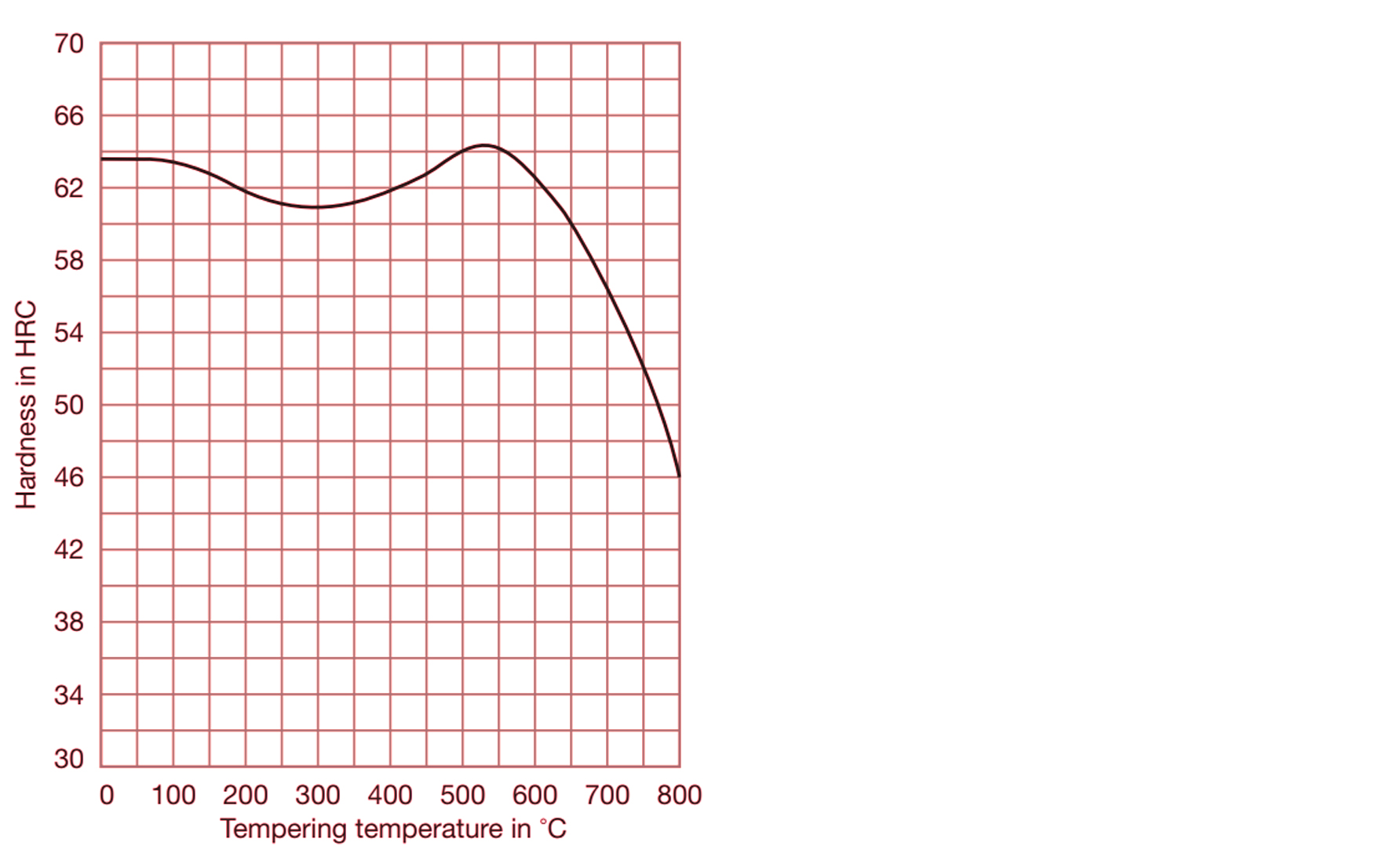
Tempering diagram
Enquire Now
